









Article / Research Article
Professor of Nextek and NEXTLOOPP.
Prof. Edward Kosior,
Professor of Nextek and NEXTLOOPP.
Paul Marshall,
Food-grade regulations Manager – NEXTLOOPP
25 July 2023 ; 1 September 2023
UNEP – The United Nations Environment Program recently published an impactful report laying out concrete practices, market shifts, and legislation they propose international policymakers implement to pursue an 80 percent reduction in global plastic pollution by 2040.
It is a sobering thought that none of their suggestions will be achievable without disrupting an industry that has longstanding and cost-efficient practices that did not take CO2 emissions into account.
Yet, these disruptions are crucial to the future of our planet, and the plastics and packaging sector plays a key role in contributing to climate change goals by boosting efforts to reduce its CO2 e. Each ton of recycled plastic saves at least one ton of CO2 and it has been estimated that in the case of food grade recycled Polypropylene (FGrPP) 1.6 tons of CO2 e can be saved compared with virgin Polypropylene resin.
As such a 20 ktpa plant would save 32.000 tons of CO2 e a year.
The easiest and most direct way to achieve this would be to increase the rate of recycling of plastics and packaging as soon as possible and whilst recycling PET is already a well established success story, there is substantially more PP food-grade packaging in circulation, yet far less of it is being recycled.
Polypropylene (PP) is a highly versatile polymer used for both food and non-food applications. Currently in Europe, no recycled PP is authorised for use for direct food contact other than those originating from recycling schemes that must use material from a closed loop system. This measure, which prevents the inadvertent inclusion of substances that may be introduced by consumers or the goods it contains, has limited recycled PP to secondary or tertiary food packaging articles such as crates, pallets, and totes.
Under these circumstances PP food packaging manufacturers are left wanting for a suitable recycled material to reduce their dependence on using virgin PP.
Yet the pressure is on for brands and retailers. By 2030, it is expected that the European Union must include at least 10% recycled content for all packaging, increasing to 50% by 2040, with polyethylene terephthalate (PET) having higher requirements than other polymers. Therefore, there is a growing need to recycle post-consumer PP packaging into a suitable material for primary food contact packaging, and understand the sorting and decontamination requirements needed to achieve this.
According to ICIS Mechanical Recycling Supply Tracker, food-grade resins represent only 10% of the global annual capacity of recycled polymers of over 45 million tonnes/48.6 million tons.
More than 20% is food-grade recycled PET (rPET) compared with just 3% food-grade polyolefins (PP and polyethylene).
Given that roughly 20% of the world’s virgin plastic production is PP, boosting the production of food-grade rPP makes both economic and environmental sense.
Mechanically recycling PP also means closing the loop on a valuable material that would be wasted if diverted to other endof-life solutions with higher carbon footprints, such as wasteto-energy or chemical recycling.
Achieving high-quality recycled food-grade PP resin requires eliminating all contaminants from post-consumer waste that could be harmful to human health. It must also be proven that the recycled material does not change the food composition, taste, or odour in an unacceptable way.
Until recently, this was not possible, hence the reliance on virgin plastics for food packaging. Now we have powerful new technologies to not only sort post-consumer packaging, but also effectively eliminate potential residues in the recycled plastics which would cause non-compliance with food safety standards.
Restricting the feedstock to only accept post-consumer PP will ensure contaminants are deliberately excluded. This is reflected in the European Food Safety Association (EFSA) and the US Food and Drug Administration (FDA) requirements, stating that all of the feedstock for recycling come from food grade resins that were previously used for food and no nonfood items are to be intentionally added.
As it stands, material recovery facilities (MRFs) and plastic recycling facilities (PRF) are only sorting materials by polymer type and colour. Sorting of food-grade materials from nonfood-grade materials is only being performed by hand, and is an expensive, labour-intensive and time-consuming process.
New technologies have been developed, however, to sort an extended range of categories by machine-based systems. These include the use of fluorescent markers, digital watermarks and artificial intelligence to sort by shape.
Nextek’s patented fluorescent tracking system, PolyPPrism is a simple but highly effective technology that makes use of luminescent materials applied to plastic packaging labels or sleeves. The labels contain markers with specific wavelengths that emit when illuminated under ultra-violet light at 365nm. This emission can be coupled with the spectroscopy response of the polymer to uniquely identify and eject the packaging item.
This allows a wide range of products to be uniquely separated from a mixed stream of packaging items. This step is followed by a unique, high-performing decontamination process that extracts volatile and semi-volatile compounds from the PP. This involves a two-step process, starting with decontaminating during a high-temperature extrusion stage under high vacuum for an extended residence time (minutes), followed by a second stage of decontamination through exposure to vacuum in the solid state for a much longer period (hours).
Using this technology NEXTLOOPP has conducted the EFSA and FDA challenge tests that require deliberate contamination of the plastic material to higher levels than that typically found in the post-consumer stream. These challenge tests demonstrate the removal of all types of contaminants that might come in contact with the post-consumer plastic packaging back to food grade standards to ensure safety in food contact applications.
 Figure 1: Decontamination efficiency achieved by Nextek’s PPristine Technology
Figure 1: Decontamination efficiency achieved by Nextek’s PPristine Technology
This raises the important topic of characterising the residues in post-consumer packaging that have been sorted into monopolymer fractions. This is done by analysing and testing multiple batches of food/non-food samples to see what molecules are present and if there are any areas of concern.
Until recently there has been very little data showing the misuse rate within PP feedstocks, yet this background level of postconsumer product residues is vital as it defines the molecules that will need to be removed by the decontamination process and the residual levels that could potentially migrate into food.
This led Nextek to undertake their own study into the contamination rate of PP feedstocks in the UK to establish a reference contamination level for PP using the techniques used by Franz and Welle. The key variation to the Franz and Welle methods, is that a GC mass spectrometer (GC-MS) was used to analyse the headspace of PP flakes, allowing for the identification of substances that cause samples to be outliers.
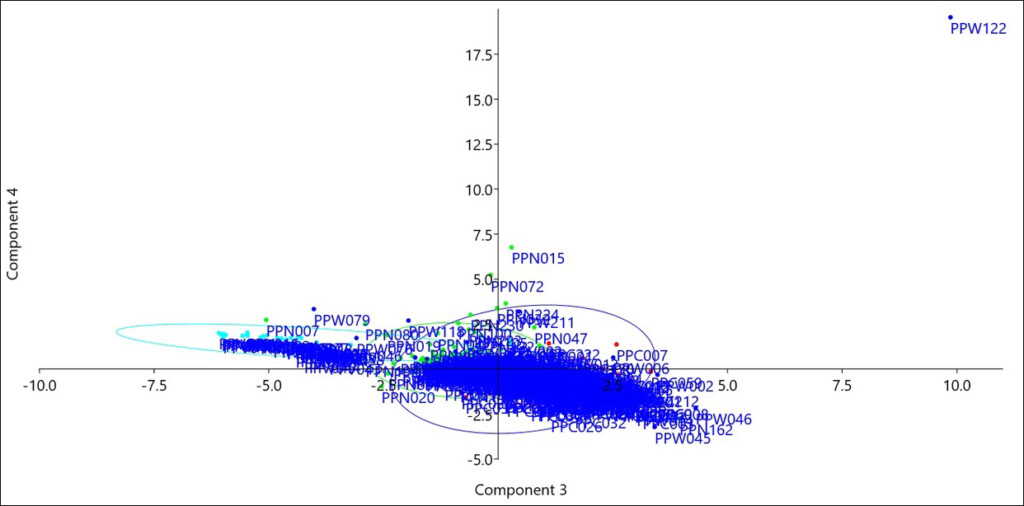 Figure 2: Principle Component Analysis Approach
Figure 2: Principle Component Analysis Approach
This provided further information as to whether the substances observed are genotoxic, which is the critical criteria for EFSA safety evaluations, and potentially determine if the substance is likely to be derived from the mis-selection of a piece of nonfood PP packaging, which is not necessarily a case of misuse.
Although PP has very similar properties to HDPE being olefinic, the article format of PP being mainly trays, pots and tubs and rarely in bottles, may reduce the chances of it being in a consumer-misuse scenario.
A large proportion of PET packaging is relatively durable, with a tight closure, making it a container of choice when used for the storage of hazardous materials.
Because HDPE packaging is in bottle form with a closure it may also be used in such a scenario.
The proportion of PP food containers in bottle form is expected to be relatively low in comparison to PET and HDPE, where the majority of PP food containers would be in the aforementioned pots, tubs, or trays, with limited closure capability.
Nextek conducted this in-depth study of PP using a 20-tonne batch of PP bales sourced from a UK-based materials recovery facility (MRF). The co-mingled kerbside collections were sorted into material types such as fibre, plastics, and metals, and plastics were further sorted into categories of PET, PE and PP.
The 20-tonne batch was first sorted using automatic optical sorters into separated colour fractions of natural (clear), white and coloured articles. Each colour fraction was then hand sorted into articles from food applications and articles from non-food applications. The output mass of each food application fraction was 5.2 tonnes of natural, 1.7 tonnes of white, and 3.5 tonnes of multi-coloured PP. The average mass of a PP article was measured to be approximately 40 g per article; therefore, each fraction represented 130,000, 42,500 and 87,500 individual items respectively, and 260,000 individual items collectively.
Compositional analyses were carried out on each of the food application fractions.
The articles were granulated into flakes as batches followed by washing in a conventional caustic hotwash. Samples of washed and dried flake (approximately 2 kg per sample) were taken every 15 minutes throughout the processing of the batches.
A composite sample for each batch was made by combining the samples collected during processing. The flake size was such that there were approximately 50 individual flakes per 1 g, and approximately 12 – 13 flakes accounted for half the sample mass. It’s estimated to be approximately 25 significantly sized flakes per 1 g. Approximately 200 subsamples, each 1 g, per composite sample were placed into 20 mL headspace vials for GC-MS analysis, resulting in an approximate combined total of 700 samples used in the analytical study.
 Figure 3: Frequency of Peaks
Figure 3: Frequency of Peaks
The 700 tests represent approximately 17,500 different PP items based on 25 significantly sized flakes per test, estimated to be a cross-sectional representation of 7% of the articles from the combination of batches of 260,000 articles.
Following their contamination study Nextek were able to characterise the contamination levels in PP and conclude that they are in the order of 10x less than what we expect in HDPE milk bottles and 100x less than expected in PET.
These results reinforce Nextek’s global multi-participant project, NEXTLOOPP, that is closing the loop on food-grade recycled PP. By deploying innovative technology to effectively sort post-consumer PP packaging, the project is now harnessing these study findings to fast track the production of their unique INRT-grade of rPP and food-grade rPP.
Unlocking the full value of plastic materials will go a long way towards achieving UNEP’s goal of reducing global plastic pollution by 80 percent within the next seventeen years. If we hone in on PP alone, recycling 63,000t of PP per year would save a minimum estimated 105,600t in CO2 emissions in the UK per annum.
We now have the technology and expertise at our finger tips to make a fundamental impact on reducing our CO2e and our plastic pollution