Article / Case Study
1Institute of Materials and Construction, Supsi, V. Flora Ruchat 15, CH-6850 Mendrisio, Switzerland.
C. Paglia
Institute of Materials and Construction
Supsi, V. Flora Ruchat 15
CH-6850 Mendrisio
Switzerland.
18 August 2022 ; 2 September 2022
The demolished rock materials of part of a 50 km long tunnel through the Alps, was characterized and used to produce shotcrete to secure the tunnel walls. The granulometric curves needed to match with reference curves. This was sometimes difficult because of the different mineralogy encountered. Then, the material was mixed to produce concrete with silica fume and steel fibres for the shotcrete. The fresh concrete properties were measured on site. Furthermore, the hardened state was controlled on site and in laboratory. The compression strength exhibited good values that correlated with the mixing proportion of the ingredients. The punch tests indicated relatively high values. They verified the safety of the worker, where material enrichment was present on the tunnel roofing parts. The steel fibre increased the ductility of the specimens. The porosity, the water permeability and the freeze / thaw resistance were also tested. The mixtures were continuously optimized by having the water / cement ratio and the superplasticizer dosage under control. All these adaptations allowed to reuse the big amount of tunnel demolition material. The concrete was produced in a mixing plant on site. This reduced the transportation and increased the environmental sustainability of such a long infrastructure.
Keywords: tunnel, demolition, rock, aggregates, shotcrete.
Tunnels are among the most challenging infrastructures in the civil engineering world. Rock structure, texture, lithology, strength, compactness, schistosity, pressure, water infiltration are only a few issues that need to be faced during the excavation of rock material. On the other hand, the shortcuts and the time gaining in connecting landscapes, cities and nations that these type of infrastructures allow are well known. Mountain chains are often excavated and the cover above the tunnels may reach thousands of meters. This is the case of the Alps. The last railway tunnel through the central Alps in the North-South direction was 15 km long and was built in 1882 with a high human life lost. In more recent years, the needs to move to an environmental friendly way the transportation of goods, by reducing the increasing traffic load and congestion, triggered the construction of a modern railway tunnel through the Alps along the North-South axis. The infrastructure consists of a 57 km long railway tunnel. The works started in 1999 and ended in 2020. Although the planning took more time. The tubes are separated and allow a high speed train to cross the central alpine region in 30 minutes.
The high amount of excavation material extracted from the mountain required a reasonable management. The re-use was one of the main option because of the partial lack of disposal landfill and the transportation costs of the material. The explosive demolition is generally adopted for the excavation procedure when the rock is particularly brittle, banded, enriched with exfoliation plans, with high schistosity or fractured. On the other hand, the TBM tunneling machine is mainly used for more compacted or massive rock materials, such as granitic-gneiss material. In this concern, a crumbly sugar-like textured dolomitic rock lenses were present in the folded stratification. They contained high amount of water and the high pressure caused a significant problem during a short time of the tunnel excavation. Furthermore, the steel ribs used as reinforcement of the tunnel vault emitted a sound. This was due to the huge pressure, as well as the geological rock relaxation and the tectonic movements.
The material coming from the explosion usually consists of blocks relatively easy to prepare for crushing and to produce rock aggregates within the gravel-sand diameters. Consequently, the aggregates can be more easily used as filling material or for concrete production. The demolished rocks coming from the TBM are more fine grained, angular, chipped or platy and can be used for sand granulometry production. The high content of micas and chlorites may inhibit the re-use for concrete applications and the material needs to be substituted in the fine fraction with quartz sand (Voit & Kuschel, (2020). An appropriate monitoring of the petrography must be carried out, since within the same massive rock system variable mineralogy can be found, especially in metamorphic rocks, as it is the case in the alpine region. A positive experience of materials re-use was done in the Gotthard and Lötschberg basis tunnels (Lieb, 2009; BLS, 2008). The recycled aggregates were produced in a plant on site (Thalmann, 1994; Resch et al., 2009). Much application opportunities of the recycling of tunnel break materials exists (Bellopede et al., 2011; Bellopede & Marini, 2011), although also structural evaluation (Bergmeister et al., 2019; Cordes et al., 2019) and the respect of the materials properties and logistic requirements must be achieved (Bergmeister et al., 2016; Voit et al., 2015).
The present work focuses on the optimization and the reuse of crushed and prepared aggregates to produce shotcrete and concrete in the initial phase of the works along the South entrance region of the Alp Transit Gotthard base tunnel. The use of tunnel break aggregate is a crucial issue. Form one side it enhances the sustainability of the project by re-using excavation material, thus limiting the material disposal quantity, on the other side it outlines the possibility to optimize the concrete mix design to obtain satisfactory performance, in spite of the aggregate variability of the broken stone aggregates.
The material produced consisted of a concrete base material with a compressive strength class C 20/25. The cement dosage was 425 kg/dm3 and the silica fume addition was 4.7%. A superplasticizer (1.2% cement weight) and steel fibres (40 kg/m3 and length 30mm) were also added to the mixture. The maximum aggregate size was 8mm and the blend was used for shotcrete application.
An additional mix was composed of a concrete base material with a compressive strength class C 25/30. In this case, the cement dosage was 350 kg/m3. A superplasticizer (dosage 1.2 %,) and an air additive agent (0.1-0.2% cement weight) were used. The maximum aggregate size was 32mm and the concrete was applied for the basement.
For the Alp Transit Gotthard base tunnel shotcrete application, aluminum-sulfate-based accelerating additives were tested in order to substitute the alkali-rich additives (Paglia et al., 2004), while the cement type used in this work was a CEM II A-LL 42, 5 R.
The material resulting from the tunnel excavation was further demolished and crushed to debris to produce stone aggregates.
The aggregate granulometry, the fresh concrete consistency, the compressive strength on cubes and on cylinders as well as the porosity and the shotcrete punching tests were done according to the existing normative by that time (Norm SIA 162/1, 1989). The water penetration was also measured on cylinders of 192mm diameter. The pressure applied was parallel to the casting direction (DIN 1048-1:1991-06, 1991).
The demolished material was characterized with respect to the granulometry. The aggregate size diameter 0-32 mm was analysed. The aggregate sieve curves respected the required limits and exhibited an appropriate distribution of the diameters (Fig. 1 a). Consequently, the aggregates were used to produce a class C 25/30 concrete. The granulometric curve of the aggregate size diameter 0-8 mm showed some knick points on the fraction 2 mm and 4 mm (Fig. 1 b). The aggregates were used to produce a class C 20/25 concrete for shotcrete.
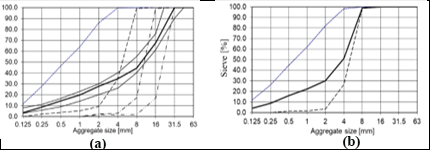
Figure 1: Granulometry of the 0-32 mm (a) and the 0-8 mm (b) crushed aggregates.
The fresh concrete properties were determined for the class C 20/25 concrete with the aggregate diameters 0-4 / 4-8 mm. The specimens generally exhibited a relatively constant trend in the water /cement ratios. The air content showed a slight variation that did not significantly affect the measured fresh parameters (Fig. 2 a). In fact, the consistency and the apparent density showed a relative stable behaviour (Fig. 2 b).
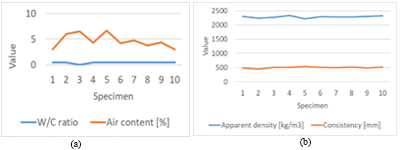
Figure 2: Fresh state parameters of the concrete for shotcrete applications.
The mixtures of the class C25/30 concrete used for the basement with maximum aggregate size 32 mm contained an air agent and the measured air content in the fresh mixtures ranged from 1.8 to 3 %. (Fig. 3 a). The fresh concrete parameters generally exhibited a constant trend in the values (Fig. 3 b).
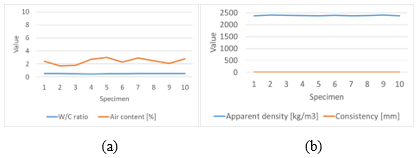 Figure 3: Fresh state parameters of the concrete for the concrete basement applications.
Figure 3: Fresh state parameters of the concrete for the concrete basement applications.
The values of the compressive strength on cylindrical specimens of the C 20 /25 concrete were generally high, with some variations at early stage (Fig. 4 a). At a later stage of 28 days, only a slight increase in the strength was observed (Fig. 4 b). The main strength was already achieved within 7 days. Nonetheless, all the ingredients allowed to produce a concrete with the desired characteristics with the demolition recycled aggregates.
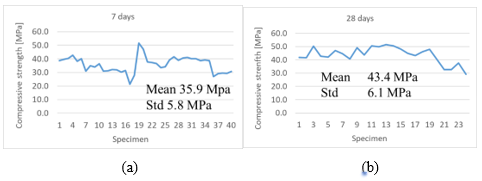 Figure 4: Compressive strength on cylindrical specimens of concrete C 20/25 after 7 and 28 days.
Figure 4: Compressive strength on cylindrical specimens of concrete C 20/25 after 7 and 28 days.
The compressive strength on concrete cubes of class C 20/25 prepared on site generally showed lower values and less variation as compared to cylindrical core specimens. The lowering of the values between specimen nr. 3 and nr. 4 continued during time from 7 to 28 days (Fig. 5).
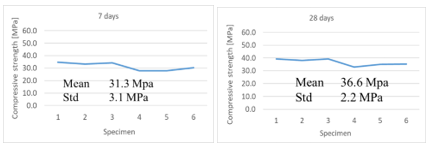 Figure 5: Compressive strength on concrete cubes of class C 20/25 after 7 and 28 days.
Figure 5: Compressive strength on concrete cubes of class C 20/25 after 7 and 28 days.
For the concrete class C 25 / 30 the compressive strength was only measured on cubes, since the material was not sprayed to form slab specimens. In spite of the relative constant trend in the values, they partially changed showing the potential variability of the ingredients in the plant on site (Fig. 6). This was especially seen for the recycled aggregates, that must constantly be monitored with respect to the lithology, petrography and mixing condition.
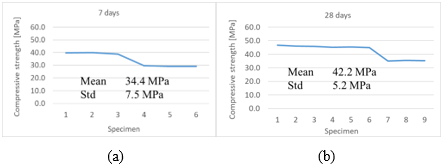 Figure 6: Compressive strength on class C 25 / 30 concrete cubes after 7 (a) and 28 days (b).
Figure 6: Compressive strength on class C 25 / 30 concrete cubes after 7 (a) and 28 days (b).
The fibre reinforced shotcrete compressive strength values exhibited some variation within 16 months of production, although they remained above a satisfactory high level (Fig. 7).
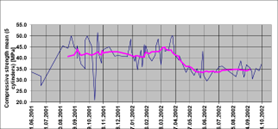 Figure 7: Fibre reinforced shotcrete samples compressive strength. The pink line indicates a mean of 10 values within a hydration period of 28-34 days.
Figure 7: Fibre reinforced shotcrete samples compressive strength. The pink line indicates a mean of 10 values within a hydration period of 28-34 days.
The specimens of the class C 20 /25 concrete exhibited a relatively low apparent density and a total porosity of 24 %. In spite of the relatively high values, the critical water content remained below the limit. As an additional indicative parameter, the freeze resistance indicated a high resistance of the material (Table 1).
| Position | Nr. | Humidity U50 | Porosity UE | Porosity n | saturable pores n-UE | apparent ρR105 | absolute ρ105 |
|---|---|---|---|---|---|---|---|
| [vol. %] | [vol. %] | [vol. %] | [vol. %] | [kg/m3] | [kg/m3] | ||
| tunnel | 4247-04 | 4.08 | 18.98 | 24.18 | 5.21 | 2091 | 2757 |
| tunnel | 4247-05 | 5.13 | 19.19 | 24.34 | 5.15 | 2089 | 2761 |
| tunnel | 4247-06 | 4.38 | 18.57 | 23.89 | 5.32 | 2091 | 2747 |
| tunnel | 4247-07 | 4.66 | 18.62 | 23.94 | 5.32 | 2093 | 2752 |
| tunnel | 4247-08 | 5.50 | 19.21 | 24.18 | 4.97 | 2085 | 2749 |
| Mean values | 4.75±0.47 | 18.91±0.31 | 24.11±0.19 | 5.19±0.14 | 2090±3.24 | 2753±5.50 | |
| Critical water content Ukr [vol. %] | 21.04 | Freeze resistance FS | 1.69 | ||||
| Requirements : FS ≥ 1,5 high resistance FS ≤ 1, 0 low resistance | |||||||
Table 1: Apparent density and porosity parameters of the class C 20 / 25 concrete.
The data of the water penetration ranged, but they were never above 50 mm and the total mean was 28.1 +/- 11.3 mm. The water impermeability requirements for concrete elements with thickness 10-40 cm was required to be < 50 mm. Below this value the concrete could be considered water sealant (Fig. 8).
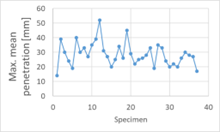
Figure 8: Maximum mean penetration depth of class C 20 / 25 concrete.
The shotcrete punching tests were done on specimen slabs with size 600 x 600 x 100 mm. The deformation speed was 0.02 mm/s. The tests were performed after 28 days of hydration. The crack pattern varied from a radial to an irregular distribution with a main crack linked with side cracks. The number of cracks ranged from 3 to 6 (Fig. 9 a-c).
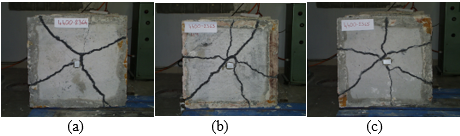
Figure 9: Cracks distribution within shotcrete slabs after the punching tests.
The shape of the load-deformation curves varied, indicating a brittle (Fig. 10 a) or a more ductile behaviour (Fig. 10 b) caused by the fibre content, the type, the morphology and the granulometric distribution of the recycled aggregates and the material parameters optimization.
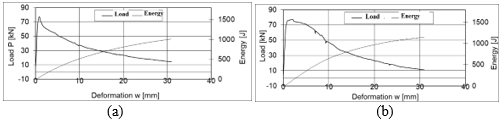
Figure 10: Brittle and ductile behaviour of shotcrete slabs after the punching tests.
Note the load-deformation curves and the cumulative energy adsorbed from the specimens.
The adsorbed energy of the concrete slabs varied, but remained always above 1000 J after 30 mm of deformation. The mean value was 1158.2 +/- 219.9 J. A relatively good value for such type of shotcrete slabs (Fig. 11).
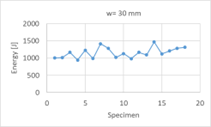
Figure 11: Energy adsorption of the shotcrete slabs.
The main mechanical parameters tested for the concrete and the shotcrete specimens exhibited technically reasonable values. Consequently, a relevant part of the demolished material derived for the tunnel excavation could be reused within the tunnel, partially for the concrete basement and for shotcrete safety applications.
The use of demolished rock debris to produce aggregates for concrete was possible. The petrography and the granulometric curves of the produced recycled aggregates needed to be constantly monitored to attain the desired quality and to face the changes in the rock composition and texture. The ingredients and the recipes of the concrete and shotcrete allowed to obtain reasonable material blends. The cementitious mixes exhibited appropriate workability, main mechanical properties and durability to accomplish the tasks needed.
The authors would like to thank the technicians of the Institute of materials and construction for sample preparation and testing.
- Voit, K. & Kuschel, E. (2020). Rock material recycling in tunnel engineering. Applied Sciences, 10(8), 2722. DOI: http://dx.doi.org/10.3390/app10082722
- Lieb, R. H. (2009). Materials management at the Gotthard base tunnel – experience from 15 years of construction. Geomechanics and Tunnelling, 5(2), 619–626. DOI: https://doi.org/10.1002/geot.200900032
- BLS AlpTransit Lötschberg: Final Report Logistics in Excavation and Material Management (Schlussbericht Logistik Ausbruch- und Materialbewirtschaftung); IG-LBT Ingenieurgemeinschaft Lötschberg-Basistunnel: Niedergesteln, Switzerland, 2008. (In German)
- Thalmann, C. Complimentary tests to the existing concrete normatives for broken aggregates- experiences from the AlpTransit Gotthard. Z. Schweiz. Ing. Archit., 24, pp. 532–536, 1994.
- Resch, D., Lassnig, K., Galler, R., Dipl.-Ing, & Ebner, F. (2009). Tunnel excavation material – high value raw material. Geomechanics and Tunnelling, 2(5), 612–618. DOI: https://doi.org/10.1002/geot.200900047
- Bellopede, R., Brusco, F., Oreste, P. & Pepino, M. (2011). Main aspects of tunnel rock recycling. American Journal of Environmental Sciences, 7(4), 338–347. DOI: https://doi.org/10.3844/ajessp.2011.338.347
- Bellopede, R. & Marini, P. (2011). Aggregates from tunnel muck treatments. Properties and uses. Physicochem. Probl. Miner. Process., 47, 259–266. Retrieved from https://www.researchgate.net/publication/265946526_Aggregates_from_tunnel_muck_treatments
- Bergmeister, K., Cordes, T. & Murr, R. (2019). Novel semiprobabilistic tunnel lining design approach with improved concrete mixture. In D. Peila, G. Viggiani, & T. Celestino (1st Eds.), Tunnels and underground cities: engineering and innovation meet archaeology, Architecture and Art (1714–1723). Proceedings of the WTC 2019 ITA-AITES World Tunnel Congress (WTC 2019), May 3-9, 2019, Naples, Italy. Retrieved from https://www.taylorfrancis.com/chapters/edit/10.1201/9780429424441-181/novel-semiprobabilistic-tunnel-lining-design-approach-improved-concrete-mixture-bergmeister-cordes-murr
- Cordes, T., Dummer, A., Neuner, M., Hofstetter, G. & Bergmeister, K. (2019). The load-bearing capacity of primary linings with consideration of time-dependence at the Brenner base tunnel. In D. Peila, G. Viggiani, & T. Celestino (1st Eds.), Tunnels and underground cities: engineering and innovation meet archaeology, Architecture and Art. Proceedings of the WTC 2019 ITA-AITES World Tunnel Congress (WTC 2019), May 3-9, 2019, Naples, Italy. Retrieved from https://www.taylorfrancis.com/chapters/edit/10.1201/9780429424441-207/load-bearing-capacity-primary-linings-considering-time-dependent-parameters-brenner-base-tunnel-cordes-bergmeister-dummer-neuner-hofstetter
- Bergmeister, K., Kogler, H., Murr, R., Cordes, T. & Arnold, R. (2016). Brenner base tunnel–Innovations in the preparation tunnel break material and optimization of the concrete composition. The largest tunnel project of Europe. Zement+Beton, 1, 48–57.
- Voit, K., Zeman, O., Murr, R., Bergmeister, K. & Arnold, R. (2015). Preparation and re-use of tunnel break material in the Brenner base tunnel. Beton Stahlbetonbau, 110, 832–844.
- Paglia, C. S. B., Wombacher, F. J. & Bohni, H. K. (2004). Influence of alkali-free and alkaline shotcrete accelerators within cement systems: hydration, microstructure and strength development. ACI Materials Journal, 101(5), 352-357. Retrieved from https://trid.trb.org/view/742286
- Norm SIA 162/1, Concrete construction, Materials testing, 1989.
- DIN 1048-1:1991-06. (1991). TESTING CONCRETE – TESTING OF FRESH CONCRETE. German Institute for Standardisation (Deutsches Institut für Normung). Retrieved from https://infostore.saiglobal.com/en-us/standards/din-1048-1-1991-372462_saig_din_din_847747/